歡迎訪問
全國24小時服務(wù)電話:13983113682

全國24小時服務(wù)電話:13983113682



高品質(zhì)家庭電纜有電力電纜、控制電纜、補償電纜、屏蔽電纜、高溫電纜、計算機電纜、信號電纜、同軸電纜、耐火電纜、船用電纜、礦用電纜、鋁合金電纜等等。它們都是由單股或多股導線和絕緣層組成,用來連接電路、電器等。了解詳情

交聯(lián)聚乙烯絕緣電纜是一種適用于配電網(wǎng)等領(lǐng)域的電纜,具有PVC絕緣電纜無法比擬的優(yōu)點。它結(jié)構(gòu)簡單、重量輕、耐熱好、負載能力強、不熔化、耐化學腐蝕,機械強度高。了解詳情

交聯(lián)聚乙烯絕緣電纜的性質(zhì)? 交聯(lián)聚乙烯絕緣電纜采用過氧化物交聯(lián)的方法,使聚乙烯分子由線型分子結(jié)構(gòu)變?yōu)槿S網(wǎng)狀結(jié)構(gòu),由熱塑性材料變成熱固性材料,工作溫度從70℃提高到90℃,顯著提高電纜的載流能力。交聯(lián)聚乙烯絕緣電纜具有以下優(yōu)點:了解詳情
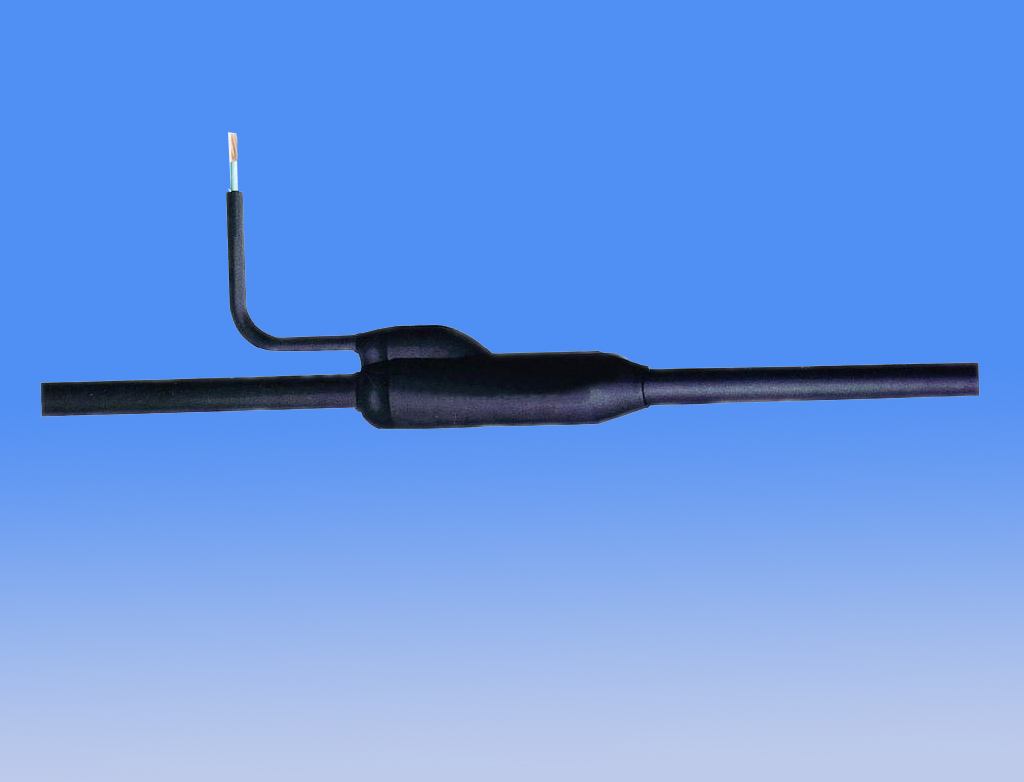
預分支電纜的優(yōu)點 (1)占用建筑面積小,對土建的空間尺寸無要求 (2)敷設(shè)簡單,安裝便捷,使用環(huán)境要求低,可直接敷設(shè)于電纜溝內(nèi)、建筑的專用電纜豎井內(nèi),也可敷設(shè)于不同的電纜橋架中,安裝精度低 (3)與封閉母線槽相比,電纜的走向隨意,彎曲半徑小,大大降低了施工難度,縮小了空間尺寸 (4)安裝勞動強度小,施工周期短,僅有封閉母線槽安裝時的十分之一了解詳情

預分支電纜的分類 1、優(yōu)良的抗震性、氣密性、防水性和耐火性 2、主干電纜導體無接頭,連續(xù)性好,減少故障發(fā)生幾率 3、采用先進的全機械化壓接技術(shù),避免人為因素的影響 4、可定制性高,可根據(jù)配電系統(tǒng)的配電點的需要設(shè)定分支位置 5、分支體接觸電阻極小,不受熱脹冷縮的影響 6、降低配電成本及工程造價,經(jīng)濟指標高,綜合效益明顯 7、安裝簡便,施工周期短,相比封閉母線槽大幅度減少安裝工時 8、安裝運行后免維護,在平時不需要作任何維護和保養(yǎng)了解詳情

電纜的超高壓交聯(lián)電力電纜工藝 一種化學交聯(lián)、輻照交聯(lián)功能母粒子的應(yīng)用方法 目前,采用聚乙烯電纜用交聯(lián)功能母粒子,可在普通聚乙烯電纜料粒子中加入少量本功能母粒子,擠出的電纜即可成為交聯(lián)電纜。 電纜交聯(lián)功能母粒子分為三種:化學交聯(lián)功能、電子束輻照交聯(lián)功能、紫外光輻照交聯(lián)功能。了解詳情

公司網(wǎng)址:www.hzu.org.cn 技術(shù)支持:重慶卓光科技
聯(lián)系QQ:821996867
手機網(wǎng)站
官方微信
版權(quán)所有© 重慶蜀巖商貿(mào)有限公司 公司地址:重慶市九龍坡區(qū)石橋鋪機電市場A區(qū)19-2
在線客服
服務(wù)時段:8:30-22:00 點擊咨詢

 渝公網(wǎng)安備 50010702505002號
渝公網(wǎng)安備 50010702505002號